|
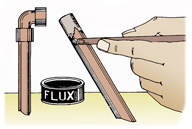
FIG. 4 - Spread flux
evenly on the cleaned end of the copper pipe.

FIG. 5 - Rub flux
into the cleaned fittings.

FIG. 6 - Place the
fitting on the pipe in its final position, rotating the joint several
times.
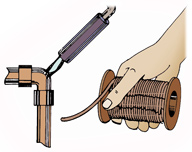
FIG. 7 - Use a propane
torch to apply heat for soldering.
|

SWEATING A JOINT IN COPPER PIPE
- After you've cut the copper pipe to the proper length, clean the end
of the pipe with a 4-in-1 tool. Clean the area to be inserted in the
fitting until it is bright all around. You can also use a separate brush,
fine sandpaper or steel wool.
- If you're using the 4-in-1 brush, slide the pipe inside the brush.
The standard 4-in-1 tool will clean both 1/2" and 3/4" pipe
and fittings. Be sure you are using the right size. Turn the tool back
and forth until the pipe is bright. You can also hold sandpaper or steel
wool around the pipe with light pressure. Then turn the tube back and
forth several times.
- You must also clean the inside of all fittings. You can use the 4-in-1
tool, brush, steel wool or sandpaper. Take the time to clean them thoroughly.
Debris or foreign matter left in the pipe causes a poor seal.
- Next, apply a light coat of soldering paste or flux to the cleaned
end of the copper pipe (Fig. 4). Use a flux brush, an old toothbrush
or a wooden paddle for spreading the flux.
- Flux or soldering paste ensures a firm bond between the copper and
the solder.
- Also apply flux to the inside of the cleaned fittings (Fig. 5). Use
a flux brush, wooden paddle or toothbrush to apply the soldering paste.
- The flux or soldering paste will keep the copper from oxidizing when
heated.
- Never use acid core solder for sweating copper pipe.
- Place the copper fitting on the pipe only after it is thoroughly cleaned
and coated with soldering paste (Fig. 6). When the fitting is firmly
in place, rotate both the pipe and the fitting several times to spread
the flux evenly.
- A propane torch is an ideal tool for sweating copper pipe. If you
look at the flame of a propane torch you will notice there is a lighter
blue, well-defined flame in the middle of a darker blue flame. The tip
of this light blue flame is the hottest part of the flame (Fig. 7).
- Play the flame along the fittings and the pipe to bring them up to
soldering heat. Then concentrate the heat in the middle of the fitting.
The light blue flame should be just touching the fitting. You can do
both ends of the fitting at the same time by heating in the middle like
this.
- Do not apply the heat directly to the solder or the area that has
been fluxed. Do not overheat the copper pipe. If you look at the flame
on the side of the pipe away from the torch, you may notice a green
flame develop. This means the fitting is ready to solder. Another way
to tell is to touch the solder to the hot pipe. If the solder melts
and begins to run, the pipe is at soldering temperature.
- Remove the flame from the pipe and apply the solder to the pipe where
it joins the fitting. The solder will flow into the fit. Keep melting
the solder until it appears completely around the fitting. The old saying,
"If a little is good, then a lot is better," does not apply
here. Excess solder can run down inside the pipe, causing a restriction
or even a blockage.
- Many codes now require lead-free or nearly lead-free solder to be
used for water supply lines. Check with your local code to be sure.
Never use acid core solder for sweating copper pipes. Use either lead-free
or 95/5 solid-core solder.
- If you are soldering both sides of a coupling or elbow or three sides
of a tee, do it all at the same time. Heat the fitting and then quickly
apply solder to all the joints. If you have to reheat a joint on a fitting,
place a wet cloth on any nearby joints that have already been made.
This can avoid damaging these nearby joints.
- You can experiment with different tips on your propane torch until
you find the one that spreads the heat evenly along the pipe you are
using.
|






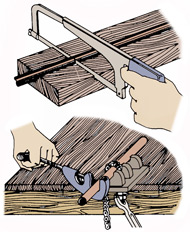


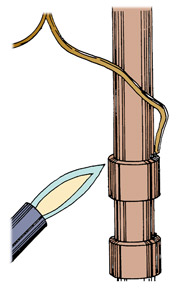 FIG. 12 - Solder the
slip couplings into place.
FIG. 12 - Solder the
slip couplings into place.